圆柱电池焊接 方形电池模组激光焊接 激光对接焊 焊接无机械形变 —华诺激光
发货地址:北京市丰台区
产品数量:101.00个
价格:¥12.00 元/个 起
加工方式激光加工
加工设备激光焊接机
加工设备数量2
加工种类非接触加工
日加工能力100
 圆柱电池焊接 方形电池模组激光焊接 激光对接焊 焊接无机械形变 —华诺激光
圆柱电池焊接 方形电池模组激光焊接 激光对接焊 焊接无机械形变 —华诺激光
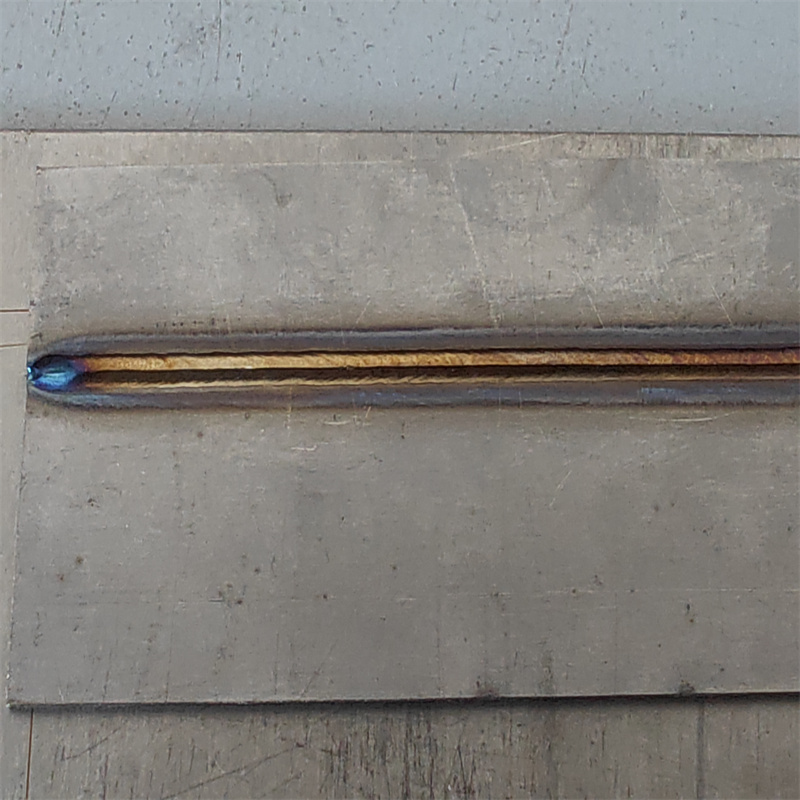
1、不锈钢316 304 303 430 201 两块叠在一起可达各3mm以下厚度直接击穿焊接; 对接焊,可两块拼在一起可达各5mm以下厚度直接拼在一起焊,密封焊厚度在0.05mm—5mm的范围均可焊接,以上焊接拉力可达2吨,密封压力测试可达40公斤,空气压力为承压力4兆帕;
2、铁 工艺及参数跟不锈钢一样;
3、钢 工艺及参数跟不锈钢一样;
4、铜 可以解决59、62、65、紫铜、磷铜、锰铜、羊白铜;
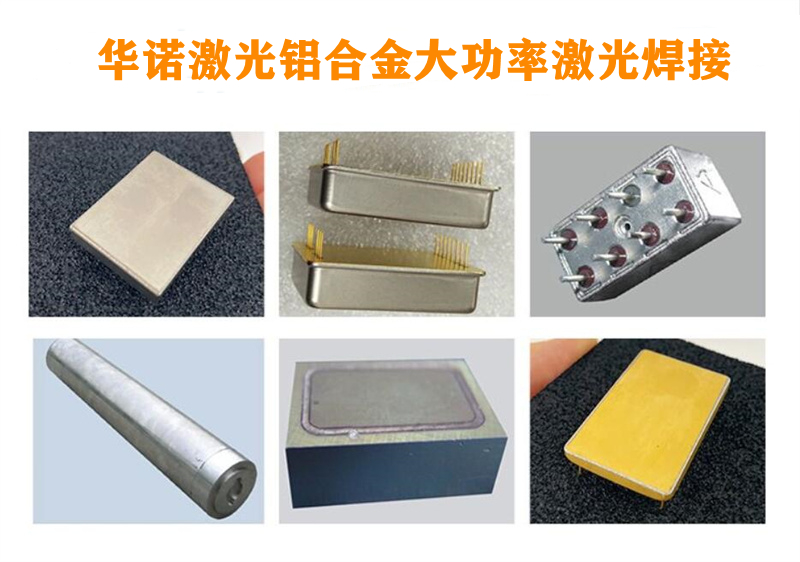
5、铝板及铝合金 1系、2系、3系、4系、5系、6系、7系 8系的都可以轻松焊接;
6、钛 纯钛及钛合金可以解决;
7、钼 不能焊接;
8、钨 不能焊接;
9、可伐合金 可以解决;
10、已经混合焊接过的材料:白铜跟不锈钢、紫铜与不锈钢、镀镍等等
行业应用和适用材料:
激光焊接可广泛应用于模具 、动力电池、板材加工、通讯、钢铁、微电子元件、精密零件、数码组件、钛合金器械等行业。
可焊接材质:碳钢、普通合金钢、不锈钢、不同钢材之间的激光焊接、不锈钢-低碳钢,416不锈钢-310不锈钢,347不锈钢-HASTALLY镍合金,镍电极-冷锻钢、铜-镍、镍-钛、铜-钛、钛-钼、黄铜-铜、低碳钢-铜等多种异种金属。
铝合金激光焊接的特点
与常规熔化焊相比,铝合金激光焊接加热集中、焊缝深宽比大、焊接结构变形小,但是也存在一些不足,归纳起来有:
1)激光聚焦光斑直径细小导致工件焊接装配精度要求高,通常装配间隙、错边量需小于0.1mm或板厚的10%,增大了具有复杂三维焊缝焊接结构的实施难度;
2)由于室温条件下铝合金对激光的反射率高达90%,因而铝合金激光深熔焊接要求激光器具有较高的功率。铝合金薄板激光焊接研究表明:铝合金激光深熔焊接取决于激光功率密度和线能量双阈值,激光功率密度和线能量共同制约着焊接过程的熔池行为,并较终体现到焊缝的成形特征上,对于全熔透焊缝的工艺优化可通过焊缝成形特征参量背宽比进行评价;
3)铝合金熔点低,液体金属流动性好,在大功率激光作用下产生强烈的金属汽化,在焊接过程中伴随小孔效应所形成的金属蒸汽/光致等离子体云影响铝合金对激光能量的吸收,导致深熔焊接过程不稳定,焊缝易于产生气孔、表面塌陷、咬边等缺陷;
4)激光焊接加热冷却速度快,焊缝硬度比电弧的高,但由于铝合金激光焊接存在合金元素烧损,影响合金强化作用,铝合金焊缝仍然存在软化问题,从而降低铝合金焊接接头的强度。因此铝合金激光焊接的主要问题是控制焊缝缺陷和提高焊接接头性能。
华诺激光加工中心还可进行激光切割激光打孔等业务,可以在金属、玻璃等产品上切割、打孔。北京、天津联手为您服务,曹经理欢迎来电,欢迎莅临!我们将竭诚为您服务!http://vsssv.b2b168.com