专业承接汽车电池箱焊接 电动乘用车铝合金电池包焊接 激光叠焊 焊接速度快 —华诺激光
发货地址:北京市丰台区
产品数量:516.00个
价格:¥18.00 元/个 起
加工方式激光加工
加工设备激光焊接机
加工设备数量2
加工种类非接触加工
日加工能力100
 专业承接汽车电池箱焊接 电动乘用车铝合金电池包焊接 激光叠焊 焊接速度快 —华诺激光
专业承接汽车电池箱焊接 电动乘用车铝合金电池包焊接 激光叠焊 焊接速度快 —华诺激光
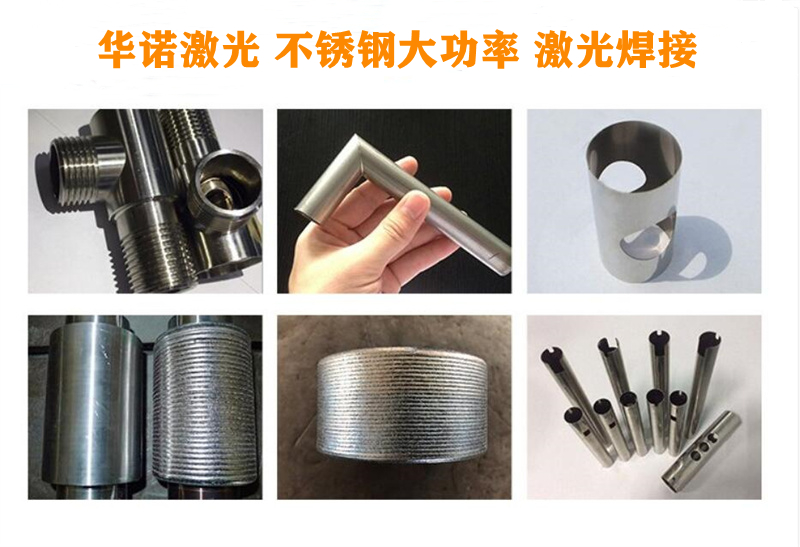
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。激光焊接是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。
激光的应用非常广泛,激光焊接设备是在传统加工技术和现代激光技术的基础上,面向激光应用的一个方向。 激光焊接设备是利用高能量的激光脉冲在细小区域内局部加热材料,使激光辐射能通过热传导到材料内部,材料熔化后形成特殊的熔池,使激光焊性能优于传统加工工艺。
振镜式焊接机由YAG固体激光器、激光电源、光学扫描系统、平场聚焦系统、光纤耦合传输系统、计算机及可编程控制器、制冷系统、激光指示系统、操作机柜及三轴精密数控工作台等组成。在配备的激光焊接软件后,焊接点或图形可在软件中直接输入、编辑,也可将AutoCAD、CoreIDRAW等其它软件编辑的点或图形通过该软件进行处理。 振镜式激光焊接机的激光通过振镜摆动实现激光点的快速移动,所以可在焊接范围之内的焊接平面上可实现任意图形的高速度高精度的点焊和连续焊,因此比传统的自动焊接机通过步进伺服电机传动移动工件焊接,焊接速度上有较大的提高。应用范围:可用于电子、通讯、五金 等行业大批量生产企业的离线/在线焊接。主要应用领域包括手机屏蔽罩、金属手机外壳、金属电容器外壳、硬盘、微电机、传感器以及其他相干 产品的率激光点焊或密封焊。
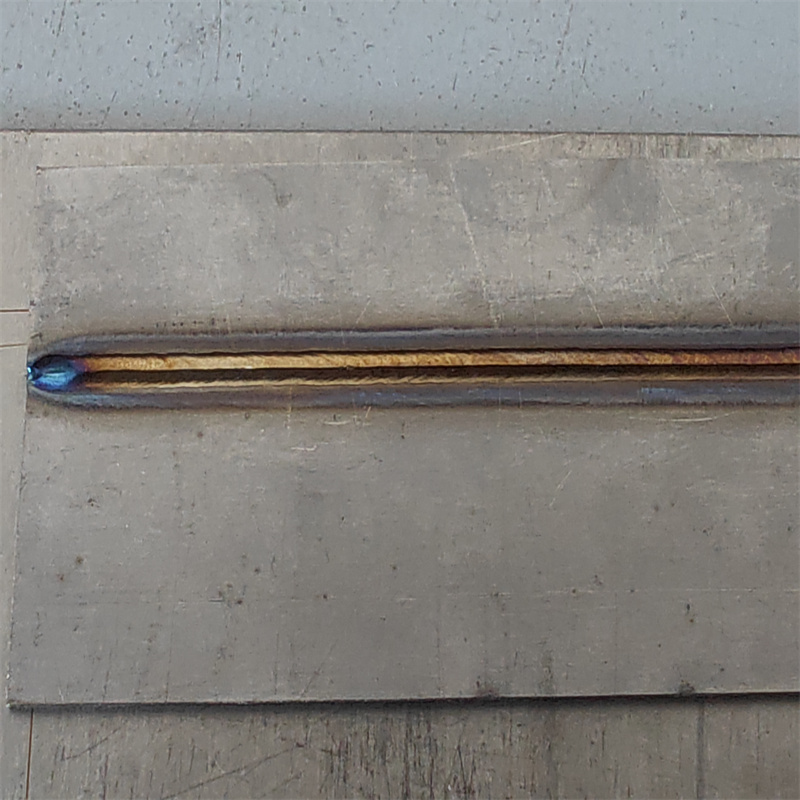
激光密封焊接
激光焊接可以焊接的材质有很多种,但紫铜不能焊接,铝合金不能进行密封焊接。
北京华诺恒宇激光焊接加工中心,专注激光加工20年,秉承行业良好,专业追求,诚信经营,稳健发展的经营理念;乐意挑战激光,加工方面各种疑难问题,愿与您携手并进,共创双赢
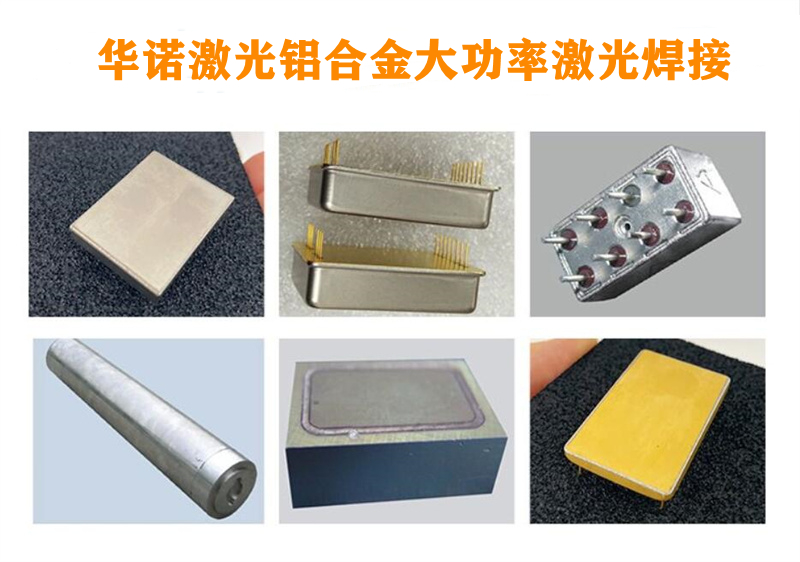
铝合金激光焊接的特点
与常规熔化焊相比,铝合金激光焊接加热集中、焊缝深宽比大、焊接结构变形小,但是也存在一些不足,归纳起来有:
1)激光聚焦光斑直径细小导致工件焊接装配精度要求高,通常装配间隙、错边量需小于0.1mm或板厚的10%,增大了具有复杂三维焊缝焊接结构的实施难度;
2)由于室温条件下铝合金对激光的反射率高达90%,因而铝合金激光深熔焊接要求激光器具有较高的功率。铝合金薄板激光焊接研究表明:铝合金激光深熔焊接取决于激光功率密度和线能量双阈值,激光功率密度和线能量共同制约着焊接过程的熔池行为,并较终体现到焊缝的成形特征上,对于全熔透焊缝的工艺优化可通过焊缝成形特征参量背宽比进行评价;
3)铝合金熔点低,液体金属流动性好,在大功率激光作用下产生强烈的金属汽化,在焊接过程中伴随小孔效应所形成的金属蒸汽/光致等离子体云影响铝合金对激光能量的吸收,导致深熔焊接过程不稳定,焊缝易于产生气孔、表面塌陷、咬边等缺陷;
4)激光焊接加热冷却速度快,焊缝硬度比电弧的高,但由于铝合金激光焊接存在合金元素烧损,影响合金强化作用,铝合金焊缝仍然存在软化问题,从而降低铝合金焊接接头的强度。因此铝合金激光焊接的主要问题是控制焊缝缺陷和提高焊接接头性能。
华诺激光加工中心还可进行激光切割激光打孔等业务,可以在金属、玻璃等产品上切割、打孔。北京、天津联手为您服务,曹经理欢迎来电,欢迎莅临!我们将竭诚为您服务!http://vsssv.b2b168.com